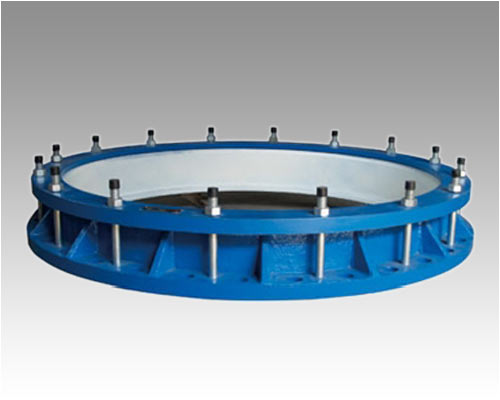
����η��m���ׂ������^�x�þ���ӹ���ˇ�r�����̼ӹ���ˇ��
�η��m���ׂ������^�x�þ���ӹ���ˇ�r��������и�ӹ���ˇ��(y��ng)�m�ñ������и�ԭ���ϣ����ɰl(f��)���Ѻ۵Ȳ���Ӱ�ȱ�c��������и�ǰҪ�_չԭ���Ϙ��R��ֳ����ֹԭ���ϻ�������� ̼���Q235䓰岻�����_չ�Cе�ӹ�����r�����(y��ng)�������и���������Ƥ��������t�������R�����������������������������и����Q��ƽ������Cе�O(sh��)��_����IJ��P䓰��߅�ز������Ѻ����ë߅��ȱ���r����Ͻ���ڹ����ض�С��-20�棬̼����ڹ����ض�С��O��r�������m���x�ÙCе�O(sh��)��_����
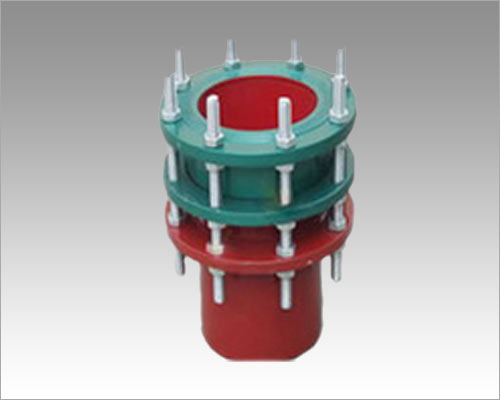
�����������Ѻ۵ĺ�䓰���������(y��ng)ԓ�R���_չ��̎����ˇ������Ȼ��(y��ng)�����̎����ˇ���������\�η��m���ׂ������^�ĺ����̎�푪(y��ng)����DL/T 752��Ҫ���_չ���������̎�������������ضȑ�(y��ng)ԓ�ȃ�߅ԭ���|(zh��)�������۷���ٲ������������� �ضȵ�20�桫30�������
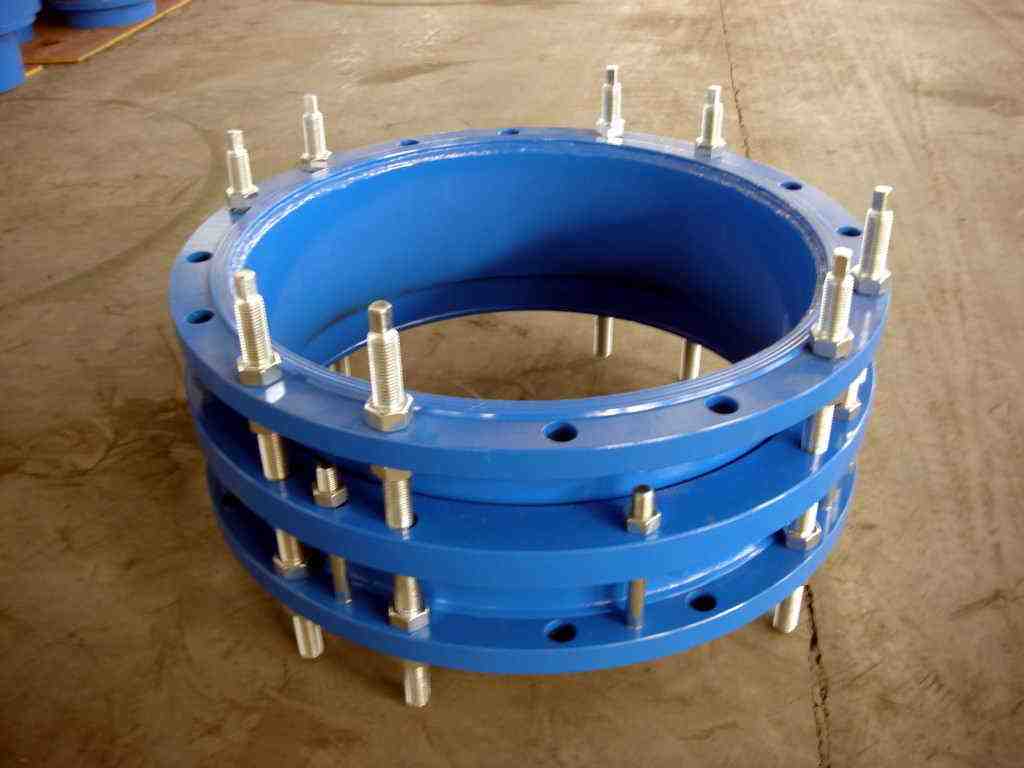
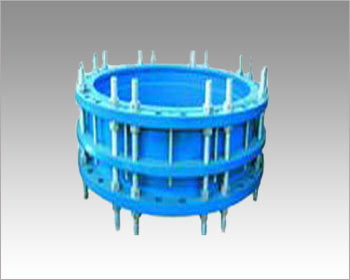
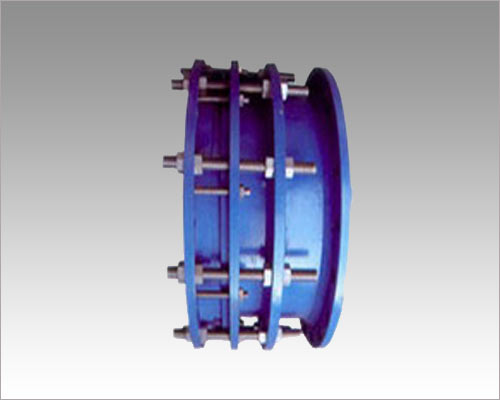
�η��m���ׂ������^�İ��b����:
1�Ȱ������g���w��ñ�ɵ���ʹ�ܷ�Ȧ̎�ڻ����ϲ������\�Р�B(t��i)�����S�����{(di��o)��(ji��)�̹���������{(di��o)��(ji��)��Ҏ(gu��)��1/2ΔL������������{(di��o)��(ji��)���B���^��������������ĸ�ĵ�һ����ñ������ʹ�ܵ�ͨ����������ʹ��ĸ���^ָ��ܵ����m����������_չһ�˰��b����
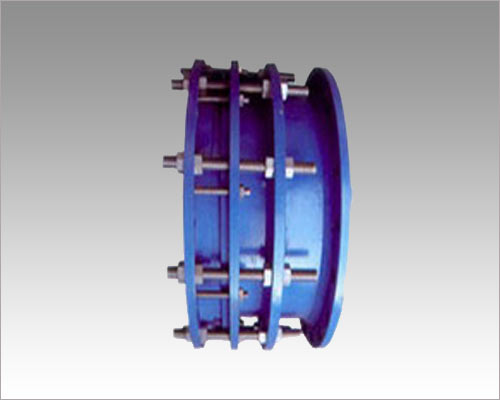
2.��ñ�䉺Ҫ���Q��������u�Q�o�����
3.�ٰ���һ�˷��m��������ʽ�ƌ�(d��o)������
4.���Q���������o���w�����m����������
5.�����Еr���l(f��)�X�����ܷⲻ�o������ڲ��ֿ��o���w��ñ���Բ�й¶��ֹ���������߅�ܷⲻ�o������uŤ�o���m��߅��ñ�������©ˮ��ֹ��







 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�





















![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





