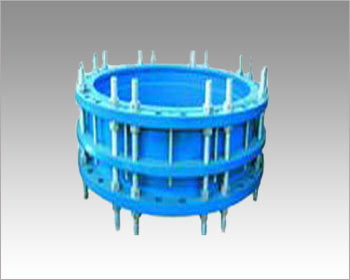
DN200�ܵ���s�������^��Ľ�Q������
��늺������^���У�dn200�ܵ���s����(j��ng)�������������^��Ć��}�����
һ���ں����^���ж����cԭ������ͬ��ԭ�������
�����ú��z�������Ӻ����������
����������������Ӳ����P(gu��n)�I��������dλ�ã�һ������ߴ����Ƶĺ��z���������䓽��^��œ��(y��ng)�������w�������
���p���Π����Ҫ����(sh��)�Ǻ��ӿ�����������e߅�����ۻ�����������
��1�����ӿ�������ָ���ӱ����cԭ���ϵĽ����������Q�麸���_ֺ���چ����ӽ����������ɂ������_ֺ֮�g���g��Q�麸�ӿ������������
��2���e߅����ָ���ӱ��溸ֺ�B���Ϸ����ӺϽ�ĸ߶ȷQ���e߅������������ӵ��e߅������˺��ӵĽ���ͳ��d���������������X�侀�������ԣ������ں��ӵ��_ֺ̎����(y��ng)���������һ��Ҏ(gu��)���e߅������С��ԭ��������������߶��Sԭ���ϵ����Ӷ�������������^�ó��^3mm��
��3���ۻ�����ڌ��Ӻ��ӽ����������ԭ�����ۻ���ȷQ���ۻ�������һ�����ۻ����ֵ���C�˺��Ӻ�ԭ���ϵ��ۻ���������������(d��ng)���ӽ��ٲ��ϣ����z�l���r�������ۻ���ȴ_���˺��ӳɷ֡���ͬ�ĺ��ӹ�ˇҎ(gu��)���˲�ͬ���ۻ����ֵ���������磬�ڇ����^��������������˸��õر��և����ӵď�����������ԭ���ό����ӵ�ϡ�Ч���������ڱ��C�ۻ��ėl���������(y��ng)Ҏ(gu��)���^С���ۻ�����������







 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�






















![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





