
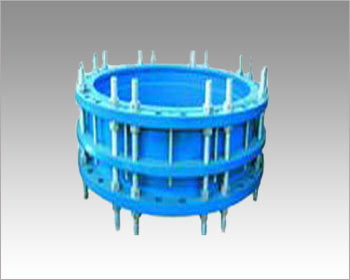
���y�a�����M���^��
1.���y��ֱ߅��(n��i)�⏽�ijߴ繫�P(gu��n)��(y��ng)����GB1804��H12��Ҫ��
2.���y�a�����c�ܵ������O(sh��)�䣩���B�ӷ��m�Ͷ˹ܵijߴ缰���g(sh��)Ҫ��(y��ng)��������(y��ng)�Ę˜������˹��B�ӕr������ɶ˹ܿڑ�(y��ng)�_30��±2.5�ȵ��¿����
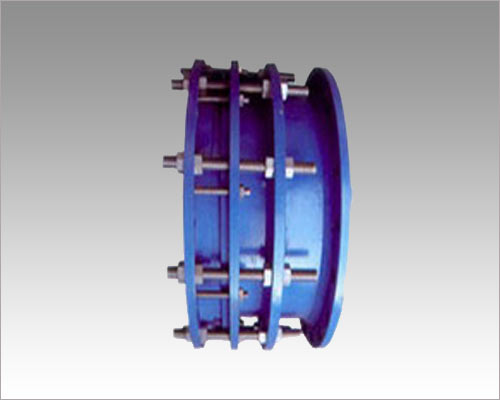
3.���y�a�����Ķ˹ܞ�䓰����늺��ܕr�����˹ܵ���Ӷ������L����͈A�ȹ��(y��ng)���Ϲ����������
4.���y���c�˹ܣ����m�������B�ĭh(hu��n)���p��(y��ng)�����u�O�廡�����ۻ��O��������������y�܆Όӱں����2mm�r�ɲ���늻����������
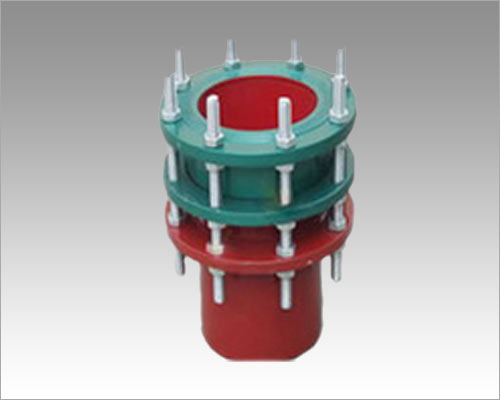
5.�M�b���y�a�����r��(y��ng)�����y�ܲ�ȡ���o��ʩ���������ֹ����늻��������y�ܺͺ����w�R�����y����������Û��(ji��)(�a����������λ�ĺ��p�������Ѽy�������������A����ȱ���������ҧ߅��Ȳ��ô���0.5mm.
6.���y�a�����Љ����p����֮��������(y��ng)���Љ����p�M�Љ���ԇ�����ԇ�����O(sh��)Ӌ������1.5�������������(j��)��Û��(ji��)(�a���������ݷe��С���������10-30min���z����Û��(ji��)(�a����������λ�Пo�B©����܉��r����c�܉�ǰ����֮�Ȳ����^1.15��
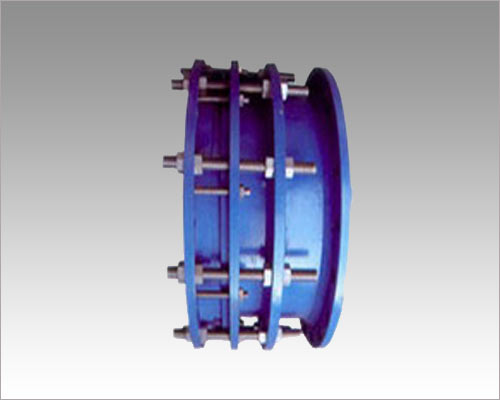
7.�a�����M����(y��ng)�M�����^�͎γߴ�ęz�a�����ɶ���ͬ�S�ȹ�������������Qͨ��С�ڵ���500mm�r�����5mm;�����Qͨ������500mm�r�����鹫�Qͨ����1%��������С�ڵ���10mm���a�����ɶ����c���S����ֱ�ȹ���鹫�Qͨ����1%�����С�ڵ���3mm����Û��(ji��)(�a���������Sǰ�ęz���Ҫ�����������^�z������γߴ�z��͉����z��������Ҫ�����Û��(ji��)(�a����������ɸ���(j��)ʹ�ù��r����ˇҪ��������������p���f(xi��)�h�M�����������ęz���������������ԇ������B©����ɫ����o�p�z�ȡ�







 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a����ϵ�С�
���a����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�





















![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)





