南寧伸縮接頭在焊接前加熱時的操作流程
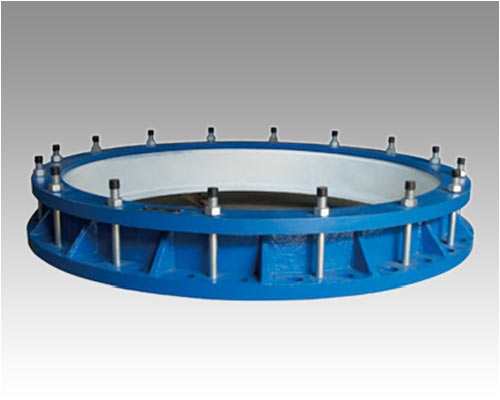
伸縮接頭是由活套法蘭伸縮接頭和限位短管等預(yù)制構(gòu)件構(gòu)成,使用性能�,最先鋼質(zhì)伸縮接頭可以賠償消化吸收管道供熱形變���,在管道可以在一定視角擺脫管道連接不一樣徑向而造成的偏位���,能便捷閘閥管道的安裝與拆裝,鋼質(zhì)伸縮接頭消化吸收機器設(shè)備震動���,降低機器設(shè)備震動對管道的危害�。鋼質(zhì)伸縮接頭消化吸收地震災(zāi)害�����、塌方對管道的形變量�。在管道容許伸縮量中能夠 隨意伸縮,一旦翻過其大伸縮量就具有限位的功效�����,保證 管道的安全性運作����。小結(jié)而言便是鋼質(zhì)伸縮接頭制做檢修便捷,賠償工作能力大,運作靠譜�����,在熱力管網(wǎng)中獲得廣泛運用�。當安裝地址受到限制時,才采用其他種類的伸縮接頭����。
伸縮接頭在運用前應(yīng)開展焊接前的加熱,那樣能夠 進一步提高伸縮接頭的特性安全性���,提升工作效能���。那麼在開展焊接前加熱的情況下又該怎么開展呢?實際的操作流程是什么樣子的呢����?
伸縮接頭開展焊接前加熱的焊接件,其虛梁溫度應(yīng)在要求的加熱溫度范圍內(nèi)����。當焊接件溫度小于零攝氏度是,不銹鋼板材的焊接應(yīng)在始焊處100毫米范疇內(nèi)加熱到15攝氏之上�。對有應(yīng)力腐蝕的焊接���,應(yīng)開展焊后熱處理。非馬氏體不一樣的鋼電焊焊接時�����,應(yīng)按電焊焊接性較弱的一側(cè)不銹鋼板材選中焊接前加熱和焊后熱處理溫度��,但焊后熱處理溫度不可超出另一側(cè)不銹鋼板材的零界點�。調(diào)配鋼焊接的焊后熱處理溫度��,應(yīng)小于其淬火溫度�。
伸縮接頭焊接前加熱及焊后熱處理時,應(yīng)精確測量和紀錄其溫度��,溫度測量點的位置和總數(shù)應(yīng)有效���,紅外測溫儀表應(yīng)經(jīng)計量檢定達標�。對非常容易造成電焊焊接延遲時間裂痕的不銹鋼板材�����,焊后應(yīng)立即開展焊后熱處理��,當不可以立即開展焊后熱處理時,應(yīng)在焊后馬上勻稱加溫至200-300℃���。斌開展隔熱保溫鍰冷����,其加溫范疇應(yīng)與焊后熱處理規(guī)定同樣���。







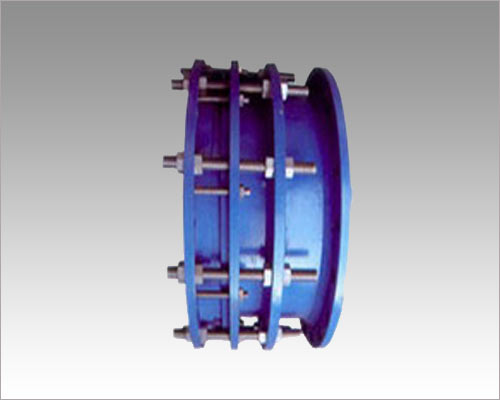
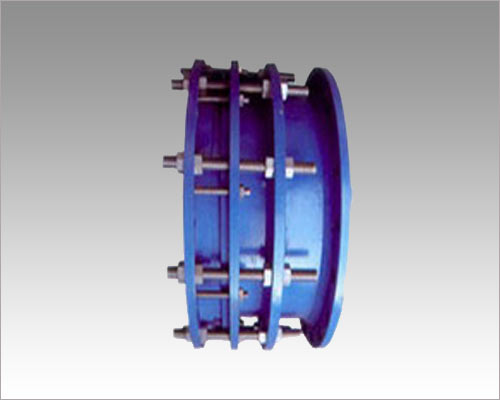
 【伸縮器系列】
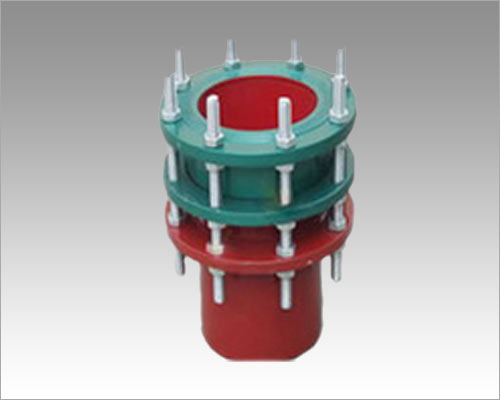
【伸縮器系列】 【傳力接頭系列】
【傳力接頭系列】 【防水套管系列】
【防水套管系列】 【補償器系列】
【補償器系列】 【橡膠接頭系列】
【橡膠接頭系列】